







起重機(jī)械根據(jù)載荷運(yùn)載形式的不同,有不同的主體結(jié)構(gòu)。主體結(jié)構(gòu)由各種鋼結(jié)構(gòu)件聯(lián)接構(gòu)成,操作、控制和驅(qū)動(dòng)等電氣結(jié)構(gòu)安裝在鋼結(jié)構(gòu)的各個(gè)功能部件中。
起重機(jī)械的機(jī)構(gòu)零件、金屬結(jié)構(gòu)、聯(lián)接件和附件大都由金屬材料加工而成。零件一般以鍛件、軋制件、焊接件和鑄件作坯件經(jīng)機(jī)械加工制成。鍛件、軋制 件和焊接件主要采用碳素結(jié)構(gòu)鋼、優(yōu)質(zhì)碳素結(jié)構(gòu)鋼或低合金結(jié)構(gòu)鋼。重要件采用合金結(jié)構(gòu)鋼,有特殊要求的零件則要用到特殊合金鋼。鑄件可采用鑄鋼、鑄鐵或鑄 銅。有色金屬及其合金用于有高導(dǎo)電性、耐磨性、抗腐蝕性或高強(qiáng)度等特殊性能要求的零件。起重機(jī)金屬結(jié)構(gòu)的材料主要是鋼材,常用的材料是普通碳素鋼 Q235,需減輕結(jié)構(gòu)自重時(shí),可采用16Mn或15MnTi。起重機(jī)械的金屬結(jié)構(gòu)聯(lián)接方式主要有焊接和螺栓聯(lián)接。
根據(jù)起重機(jī)械材料、焊縫及零部件易出現(xiàn)的缺陷類型,可選用相應(yīng)的無損檢測(cè)方法,如對(duì)整機(jī)的金屬結(jié)構(gòu)、電氣控制和安全防護(hù)裝置等可用目視檢測(cè)方 法;對(duì)零部件和機(jī)構(gòu),如母材或焊縫內(nèi)部缺陷主要用射線和超聲方法;表面裂紋等缺陷主要用磁粉或滲透方法,也可采用漏磁裂紋檢測(cè)裝置;壁厚減薄可用卡尺等度 量工具測(cè)量,也可以用超聲測(cè)厚儀進(jìn)行測(cè)量;漆層厚度可用渦流膜層厚度測(cè)量?jī)x測(cè)量;金屬磁記憶檢測(cè)儀可對(duì)鋼結(jié)構(gòu)的應(yīng)力狀況進(jìn)行檢測(cè);聲發(fā)射技術(shù)可檢測(cè)起重機(jī) 械材料內(nèi)部因腐蝕、裂紋等缺陷產(chǎn)生的聲發(fā)射(應(yīng)力波)情況;應(yīng)力應(yīng)變測(cè)試可 對(duì)整機(jī)靜態(tài)和運(yùn)動(dòng)等狀態(tài)下的應(yīng)力分布及變化情況進(jìn)行測(cè)試;振動(dòng)測(cè)試可對(duì)整機(jī) 的自振頻率和振型分析進(jìn)行測(cè)試。隨著無損檢測(cè)技術(shù)的發(fā)展,可用于起重機(jī)械上的無損檢測(cè)技術(shù)和方法也將越來越多。
起重機(jī)械種類繁多,與安全生產(chǎn)關(guān)系密切相關(guān),國內(nèi)外有眾多標(biāo)準(zhǔn)和規(guī)范對(duì)起重機(jī)械進(jìn)行規(guī)范化管理。這些標(biāo)準(zhǔn)涵蓋了從零件和機(jī)械部件到整機(jī)的設(shè)計(jì)、材料、制造、安裝、試驗(yàn)和檢驗(yàn)的完整過程。
國內(nèi)的標(biāo)準(zhǔn)有國家標(biāo)準(zhǔn)(GB)和原機(jī)械電子部標(biāo)準(zhǔn)(JB)等數(shù)十個(gè),主要有GB 3811—1983《起重機(jī)械設(shè)計(jì)規(guī)范》、GB 6067—1985《起重機(jī)械安全規(guī)程》、GB 5905—1986《起重機(jī)試驗(yàn)規(guī)范和程序》、GB5927—1986《起重機(jī)械用鋼絲繩檢驗(yàn)和報(bào)廢實(shí)用規(guī)范》和GB 10051.1~5—1988《起重吊鉤》等[1~6]。
國外標(biāo)準(zhǔn)組織如國際標(biāo)準(zhǔn)化組織(ISO)和美國機(jī)械工程師協(xié)會(huì)(ASME)以及歐共體(EN)、英國(BS)、德國(DIN)、日本(JIS)和澳大利亞(AS)等,也都有起重機(jī)械相關(guān)的標(biāo)準(zhǔn),其分類原則與國內(nèi)基本一致,不再贅述。
起重機(jī)械的無損檢測(cè)暫無專用標(biāo)準(zhǔn),一般根據(jù)選用的不同檢測(cè)方法參考相應(yīng)的方法標(biāo)準(zhǔn),常規(guī)無損檢測(cè)方法可參照采用JB/T 4730—2005《承壓設(shè)備無損檢測(cè)》、GB 3323—1987《鋼熔化焊對(duì)接接頭射線照相和質(zhì)量分級(jí)》及GB 11345—1989《鋼焊縫手工超聲波探傷方法和探傷結(jié)果分級(jí)》,其它無損檢測(cè)方法可采用各自的方法標(biāo)準(zhǔn)。
1 起重機(jī)械無損檢測(cè)技術(shù)要求
起重機(jī)械種類繁多,不同的起重機(jī)械應(yīng)按其設(shè)計(jì)、制造、檢驗(yàn)、試驗(yàn)和驗(yàn)收等技術(shù)條件進(jìn)行檢測(cè)。主要針對(duì)不同部件和特殊結(jié)構(gòu)易產(chǎn)生缺陷的類型而采用相應(yīng)的無損檢測(cè)方法,并以相應(yīng)的檢測(cè)工藝和標(biāo)準(zhǔn)進(jìn)行探傷和評(píng)價(jià)。
起重機(jī)械的所有零部件,如吊鉤、電磁鐵、真空吸盤、集裝箱吊具及高強(qiáng)螺栓、鋼絲繩套管、吊鏈、滑輪、卷筒、齒輪、制動(dòng)器、車輪、錨鏈和安全鉤 等,以及金屬結(jié)構(gòu)的本體和焊縫,如主梁腹板、蓋板和翼緣板等對(duì)接焊縫等而言,均不允許存在裂紋等損傷,各機(jī)構(gòu)在試驗(yàn)后也不允許出現(xiàn)裂紋和永久變形等損傷; 大部分摩擦部件,如抓斗鉸軸和襯套、吊具、鋼絲繩、 吊鏈環(huán)、滑輪、卷筒、齒輪、車輪等表面磨損量也都有嚴(yán)格的規(guī)定;某些部件及其焊縫,如吊鉤、真空吸 盤、集裝箱吊具金屬結(jié)構(gòu)、金屬結(jié)構(gòu)原料鋼板、各機(jī)構(gòu)焊接接頭等內(nèi)部缺陷的當(dāng)量尺寸也有明確規(guī)定;某些專用零部件,如鋼絲繩等,也有專用的質(zhì)量要求;有的對(duì) 表面防腐涂層厚度也有規(guī)定[7]。具體要求可參考各種起重機(jī)械及零部件的技術(shù)規(guī)范,必須根據(jù)相 應(yīng)的技術(shù)要求針對(duì)不同的檢測(cè)對(duì)象采用適當(dāng)?shù)臋z測(cè)方法和檢測(cè) 工藝。
2 起重機(jī)械主要無損檢測(cè)方法
起重機(jī)械的檢測(cè)方法有,目視檢測(cè)、電磁檢測(cè)(包括渦流膜層測(cè)厚、漏磁裂紋檢測(cè)和鋼絲繩探傷等)、金屬磁記憶檢測(cè)、聲發(fā)射檢測(cè)、應(yīng)力應(yīng)變測(cè)試和振 動(dòng)測(cè)試主要在安裝和定期檢驗(yàn)中采用,射線檢測(cè)主要在制造和安裝中采用,超聲、磁粉和滲透檢測(cè)檢測(cè)在制造、安裝及定檢中都有應(yīng)用。
2.1 目視檢測(cè)
目視檢測(cè)是為了檢測(cè)起重機(jī)械的整體質(zhì)量和各功能部件的性能。主要檢測(cè)內(nèi)容有①機(jī)械部分金屬結(jié)構(gòu)的幾何尺寸測(cè)量、表面質(zhì)量檢查、載荷試驗(yàn)、機(jī)械裝 置試驗(yàn)和安全保護(hù)裝置試驗(yàn)等。②電氣部分 電控裝置、電氣保護(hù)裝置、保護(hù)接地、照明及信號(hào)電路檢驗(yàn)等。檢驗(yàn)方法主要采用量具測(cè)量和機(jī)構(gòu)試運(yùn)行等[7]。
2.2 射線檢測(cè)
一般在起重機(jī)械制造和安裝階段對(duì)鋼結(jié)構(gòu)部分對(duì)接焊縫進(jìn)行射線檢測(cè),在用設(shè)備則較少采用。起重機(jī)械多采用鋼板材料制造,與鍋爐、壓力容器等承壓設(shè)備相比,壁厚較薄,常規(guī)X射線即可對(duì)起重機(jī)械的焊接質(zhì)量進(jìn)行檢查。
起重機(jī)械射線檢測(cè)的對(duì)象主要是厚度均勻、形狀較規(guī)則的鋼板或鋼管制工件和部件的對(duì)接焊縫,如成品片式吊鉤鉤片及懸掛夾板的焊縫、集裝箱專用吊具 的主要受力構(gòu)件金屬結(jié)構(gòu)焊縫、橋式和門式起重機(jī)主梁翼緣板和腹板的對(duì)接焊縫、主梁上下蓋板和腹板的拼接對(duì)接焊縫、Π形梁內(nèi)壁的對(duì)接焊縫、橋架的組裝焊縫以 及塔式起重機(jī)中主要鋼結(jié)構(gòu)的對(duì)接焊縫等。
檢測(cè)時(shí)根據(jù)被檢對(duì)象的材質(zhì)、板(壁)厚、形狀等和所要求的標(biāo)準(zhǔn)規(guī)范選擇適當(dāng)?shù)膮?shù),如膠片類型、增感屏材料和厚度、像質(zhì)計(jì)材料和型號(hào)規(guī)格、透照 方式、射線源至工件的距離、管電壓、管電流和曝光時(shí)間等,即可得到合格的底片,然后按標(biāo)準(zhǔn)對(duì)底片進(jìn)行評(píng)定,確定其質(zhì)量等級(jí)[8]。
2.3 超聲檢測(cè)
超聲方法可對(duì)材料對(duì)接或角接焊縫的內(nèi)部缺陷進(jìn)行檢測(cè),故在起重機(jī)械的焊縫質(zhì)量檢查中,超聲檢測(cè)是較為常用的方法,可檢測(cè)如鍛造吊鉤內(nèi)部的裂紋、 白點(diǎn)和夾雜等缺陷,自由鍛造吊鉤坯料、吊鉤鉤柄圓柱部分的內(nèi)部裂紋、白點(diǎn)及夾雜物等缺陷,片式吊鉤鉤片及懸掛夾板的內(nèi)部裂紋等缺陷,起重真空吸盤主要受力 構(gòu)件的裂紋等內(nèi)部缺陷,集裝箱專用吊具金屬結(jié)構(gòu)主要受力構(gòu)件焊縫質(zhì)量和高強(qiáng)度螺栓質(zhì)量,橋門式起重機(jī)原材料鋼板質(zhì)量,主梁蓋板與腹板的拼接和對(duì)接焊縫質(zhì) 量,Π形梁內(nèi)壁的焊縫質(zhì)量,主梁翼緣板和腹板對(duì)接焊縫質(zhì)量,塔式起重機(jī)主要 結(jié)構(gòu)的對(duì)接焊縫以及門座式起重機(jī)主要受力構(gòu)件焊縫質(zhì)量等。
超聲波探傷平板對(duì)接焊縫時(shí),應(yīng)根據(jù)板厚與焊接形式選擇適當(dāng)K值的斜探頭,并根據(jù)檢測(cè)標(biāo)準(zhǔn)和被測(cè)件厚度選擇合適的對(duì)比試塊,以人工缺陷的當(dāng)量制作 相應(yīng)的距離2波幅曲線來對(duì)缺陷當(dāng)量進(jìn)行判識(shí)。檢測(cè)時(shí),斜探頭應(yīng)垂直于焊縫中心線放置在檢測(cè)面上,在焊縫兩側(cè)作鋸齒形掃查和斜向掃查等,同時(shí)也可配合采用轉(zhuǎn) 角、環(huán)繞等掃查方式,以便更有效地發(fā)現(xiàn)和確定缺陷,然后在焊縫表面作出標(biāo)記,記錄缺陷的長(zhǎng)度、深度及所在區(qū)域。
超聲檢測(cè)角焊縫時(shí),首先在選擇檢測(cè)面和探頭時(shí)應(yīng)考慮到各類缺陷的可能性,使聲束盡可能垂直于該焊接接頭結(jié)構(gòu)的主要缺陷。根據(jù)結(jié)構(gòu)形式,角焊縫有 五種檢測(cè)方式,即①接板內(nèi)側(cè)直探頭檢測(cè)。②主板內(nèi)側(cè)直、斜探頭檢測(cè)。③接板外側(cè)斜探頭檢測(cè)。④接板內(nèi)側(cè)斜探頭檢測(cè)。⑤主板外側(cè)斜探頭檢測(cè)。根據(jù)檢測(cè)對(duì)象和 幾何條件的限制選擇一種或幾種組合方式實(shí)施檢測(cè)。角焊縫以直探頭檢測(cè)為主,必要時(shí)增加斜探頭檢測(cè)。
T形焊縫的超聲檢測(cè),同樣需要根據(jù)被檢缺陷的種類來選擇檢測(cè)面和探頭,使聲束盡可能垂直于該類焊縫結(jié)構(gòu)的主要缺陷。根據(jù)焊縫結(jié)構(gòu)形式,T形焊縫 有三種檢測(cè)方式,即①翼板外側(cè)斜探頭直射法探測(cè)。②腹板側(cè)斜探頭直射法或一次反射法探測(cè),探頭K值一般取2. 0 ~ 3. 0 (腹板厚度<25 mm)。③翼板外側(cè)沿焊縫用直探頭或雙晶直探頭或斜探頭(推薦用K1探頭)探測(cè)。可根據(jù)檢測(cè)對(duì)象和幾何條件的限制選擇一種或幾種組合實(shí)施檢測(cè)。缺陷評(píng)定以 腹板厚度為準(zhǔn)[8]。
2.4 磁粉檢測(cè)
表面和近表面裂紋是起重機(jī)械的重要檢測(cè)內(nèi)容,起重機(jī)械的鋼結(jié)構(gòu)和零部件及焊縫表面都不允許存在裂紋,鑒于一般起重機(jī)械材料多是鋼材,磁粉檢測(cè)也就成為其最常用的無損檢測(cè)手段之一。
磁粉探傷時(shí),先要對(duì)受檢表面進(jìn)行清潔和干燥處理,要求表面不得有油脂、鐵銹、氧化皮或其它粘附磁粉的物質(zhì)。一般以打磨處理為主,打磨后要求工件 表面粗糙度Ra≤25μm。在對(duì)工件進(jìn)行靈敏度測(cè)試合格后即可對(duì)工件進(jìn)行磁化檢測(cè),磁化時(shí)間一般為0.5~2 s,同時(shí)施加適量的磁懸液,應(yīng)保證磁粉濃度均勻,并在停施磁懸液至少1 s后方可停止磁化。建議對(duì)每個(gè)受檢區(qū)域應(yīng)進(jìn)行兩次90°方向的磁化檢測(cè),以降低漏檢率。將膠帶紙粘在磁痕上,再將粘有磁痕的膠帶紙揭下可作為記錄保存,用 以評(píng)定焊縫缺陷程度。如果檢測(cè)部位所處環(huán)境較昏暗或觀察條件不佳時(shí),可采用靈敏度更高的熒光磁粉[8]。
2.5 滲透檢測(cè)
起重機(jī)械主要檢測(cè)的缺陷類型是裂紋,其中表面開口裂紋的危險(xiǎn)性更大。而有時(shí)因?yàn)椴牧虾徒Y(jié)構(gòu)形狀等原因,有些部件或部位不利于磁探儀的操作, 用 其它無損檢測(cè)方法也難以取得理想的檢測(cè)效果,此時(shí),滲透檢測(cè)便成為唯一可選的無損檢測(cè)方法。滲透檢測(cè)前一般必須對(duì)檢測(cè)表面進(jìn)行清潔和干燥處理,表面不得有 影響滲透效果的鐵銹、氧化皮、焊接飛濺、鐵屑、毛刺及各種防護(hù)層等。要求被檢工件的表面粗糙度Ra≤12.5μm。在對(duì)檢測(cè)劑靈敏度和檢測(cè)工藝進(jìn)行對(duì)比試 塊的測(cè)試合格后即可進(jìn)行滲透(一般持續(xù)時(shí)間≮10 min),清洗、干燥5~10 min, 顯像(一般≮7 min)等檢測(cè)程序。如果檢測(cè)部位所處環(huán)境較昏暗或觀察條件不佳時(shí),也可采用靈敏度更高的熒光滲透劑[8]。
2.6 電磁檢測(cè)
2.6.1 渦流膜層測(cè)厚
起重機(jī)械的表面漆層厚度測(cè)量主要利用渦流的提離效應(yīng),即渦流檢測(cè)線圈與被檢金屬表面之間的漆層厚度(提離)值會(huì)影響檢測(cè)線圈的阻抗值,對(duì)于頻率 一定的檢測(cè)線圈,通過測(cè)量檢測(cè)線圈阻抗(或電壓)的變化就可以精確測(cè)量出膜層(提離)的厚度值。渦流膜層測(cè)厚受基體金屬材料(電導(dǎo)率)和板厚(與渦流的有 效穿透深度相關(guān))的影響,為克服其影響, 一般選用較高的渦流頻率,當(dāng)頻率>5 MHz時(shí),不同電導(dǎo)率基體材料和板厚對(duì)檢測(cè)線圈阻抗的影響差異將變得很小。渦流是空間電磁耦合,一般無須對(duì)檢測(cè)表面進(jìn)行處理,但為使膜層厚度的測(cè)量更加精 確,建議對(duì)測(cè)量表面進(jìn)行適當(dāng)?shù)那謇?以去除可能對(duì)檢測(cè)精度有影響的油漆防護(hù)層上的雜質(zhì)[9]。
2.6.2 裂紋檢測(cè)
電磁法檢測(cè)裂紋時(shí),用一交變磁場(chǎng)對(duì)金屬試件進(jìn)行局部磁化,試件在交變磁場(chǎng)作用下,也會(huì)產(chǎn)生感應(yīng)電流,并生成附加的感生磁場(chǎng)。當(dāng)試件有缺陷時(shí),其 表面會(huì)產(chǎn)生泄漏磁場(chǎng)梯度異常,用磁敏元件拾取泄漏復(fù)合磁場(chǎng)的畸變就能獲得缺陷信息,如裂紋的位置和深度等。此種裂紋檢測(cè)方法快速準(zhǔn)確,并能對(duì)裂紋進(jìn)行定性 和半定量評(píng)估。受集膚效應(yīng)影響,波形幅度與裂紋深度呈非線性關(guān)系,在工程應(yīng)用中,可用人工對(duì)比試樣來得到更準(zhǔn)確的深度信息。相關(guān)標(biāo)準(zhǔn)有EN 1711—2000《焊縫無損檢測(cè)———用復(fù)平面分析的焊縫渦流檢測(cè)》。探傷結(jié)果與裂紋的走向 有關(guān),為防止漏檢,按標(biāo)準(zhǔn)推薦的操作方法,應(yīng)以至 少兩 次相互垂直的掃查方向進(jìn)行探傷。
裂紋檢測(cè)的空間電磁耦合,一般無需對(duì)檢測(cè)表面進(jìn)行處理,并可穿透非導(dǎo)體防護(hù)涂層和鐵銹,甚至較薄的非鐵磁性金屬覆蓋層,可用于對(duì)鋼結(jié)構(gòu)母材及焊 縫的裂紋檢測(cè),檢測(cè)精度與常規(guī)磁粉相當(dāng),適合對(duì)起重機(jī)械進(jìn)行快速裂紋掃查。但該方法依據(jù)磁場(chǎng)信號(hào)進(jìn)行判定,若磁粉檢測(cè)后未進(jìn)行有效的退磁操作,將對(duì)檢測(cè)部 位的磁場(chǎng)信號(hào)產(chǎn)生干擾,故檢測(cè)時(shí)機(jī)應(yīng)選在磁粉檢測(cè)之前。
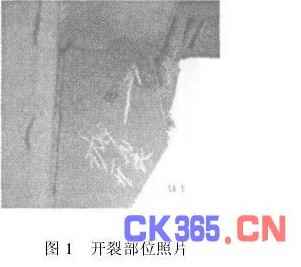
對(duì)某門座式起重機(jī)輪座支腿加強(qiáng)筋焊縫的裂紋檢測(cè)結(jié)果(圖1)表明,加強(qiáng)筋焊縫存在裂紋,且深度>4 mm,現(xiàn)場(chǎng)查看發(fā)現(xiàn)筋板幾乎完全脫焊。
2.6.3 鋼絲繩檢測(cè)
鋼絲繩一般采用漏磁方法進(jìn)行檢測(cè)。探頭對(duì)進(jìn)入其中的鋼絲繩進(jìn)行局部飽和磁化或技術(shù)磁化,根據(jù)缺陷引起的磁場(chǎng)特征參數(shù)(如磁場(chǎng)強(qiáng)度和磁通量等)的變化情況對(duì)鋼絲繩的缺陷情況進(jìn)行判別,并可進(jìn)行定性(斷絲或腐蝕等)和定量(斷絲數(shù)或橫截面積損失量)分析。
鋼絲繩檢測(cè)時(shí)一般無需對(duì)不影響鋼絲繩在檢測(cè)儀上正常行走的油污和灰垢進(jìn)行清理,但對(duì)于因鋼絲繩與滑輪和卷筒等構(gòu)件摩擦而使鋼絲繩股間夾雜大量鐵磁性顆粒的情況,應(yīng)對(duì)鋼絲繩進(jìn)行清洗或?qū)z測(cè)結(jié)果進(jìn)行適當(dāng)修正。
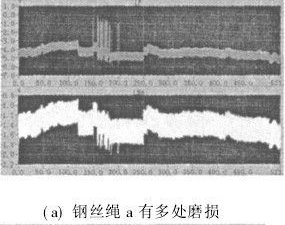
對(duì)某門式斗輪取料機(jī)鋼絲繩的檢測(cè)結(jié)果(圖2)表明,鋼絲繩a有多處明顯磨損,截面積損失量為1.9%,鋼絲繩b有一處斷絲,截面積損失量為2.2%。
2.7 金屬磁記憶檢測(cè)
金屬磁記憶是對(duì)金屬結(jié)構(gòu)的應(yīng)力集中狀況進(jìn)行檢測(cè)的。通過測(cè)量金屬構(gòu)件處磁場(chǎng)切向分量Hp(x)的極值點(diǎn)和法向分量Hp(y)的過零點(diǎn)來判斷應(yīng)力集中區(qū)域,并對(duì)缺陷的進(jìn)一步發(fā)生和發(fā)展進(jìn)行監(jiān)控和預(yù)測(cè)[10]。
磁記憶是一種弱磁檢測(cè)方法,無需對(duì)工件進(jìn)行磁化,其應(yīng)力集中部位在地磁場(chǎng)的作用下即可顯示出磁記憶信號(hào)。但是一旦對(duì)工件進(jìn)行了磁粉檢測(cè)而又未進(jìn)行有效的退磁操作,則微弱的磁記憶信號(hào)將被磁化后的剩余磁場(chǎng)信號(hào)湮沒,所以檢測(cè)時(shí)機(jī)應(yīng)放在磁粉檢測(cè)之前。
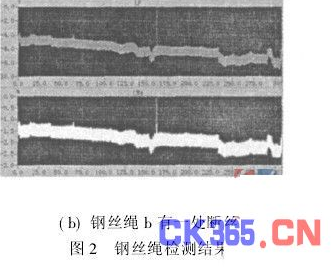
對(duì)某裝卸橋鋼腿支撐處補(bǔ)板邊緣焊縫的磁記憶檢測(cè)結(jié)果(圖3)表明,該處有若干Hp(x)的極值點(diǎn)和Hp(y)的過零點(diǎn),相應(yīng)地存在若干應(yīng)力集中區(qū)域,對(duì)照設(shè)備的歷史記錄,發(fā)現(xiàn)該處曾多次開裂補(bǔ),證明的確是該起重機(jī)應(yīng)力值較大的部位。
2.8 聲發(fā)射檢測(cè)
起重機(jī)械聲發(fā)射檢測(cè)時(shí),在設(shè)備的關(guān)鍵部位,一般選擇設(shè)計(jì)上的應(yīng)力值較大或易發(fā)生腐蝕、裂紋或?qū)嶋H使用過程中曾出現(xiàn)過缺陷(如裂紋)的部位布置傳 感器。對(duì)起重設(shè)備施加額定載荷(動(dòng)載)和試驗(yàn)載荷(靜載),起重機(jī)械則進(jìn)行正常運(yùn)行或保持靜止,此時(shí)材料內(nèi)部的腐蝕、裂紋等缺陷源會(huì)產(chǎn)生聲發(fā)射(應(yīng)力波) 信號(hào),信號(hào)處理后將顯示出產(chǎn)生聲發(fā)射信號(hào)的包含嚴(yán)重結(jié)構(gòu)缺陷的區(qū)域,頻譜分析等手段還可為起重機(jī)械的整體安全性分析提供支持。聲發(fā)射檢測(cè)相對(duì)于其它無損檢 測(cè)技術(shù)而言,具有動(dòng)態(tài)、實(shí)時(shí)、整體和連續(xù)等特點(diǎn),聲發(fā)射技術(shù)不僅可對(duì)是否存在缺 陷進(jìn)行檢測(cè),還可對(duì)缺陷的活度進(jìn)行判斷,進(jìn)而為起重機(jī)械的有效安全監(jiān)測(cè) 提供準(zhǔn)確的依據(jù)。
對(duì)某港口的裝船機(jī)進(jìn)行聲發(fā)射檢測(cè),監(jiān)視定位結(jié)果表明該裝船機(jī)的右側(cè)橫梁有較均勻的聲發(fā)射定位信號(hào),對(duì)比左側(cè)幾乎沒有聲發(fā)射信號(hào),這說明在該裝船機(jī)右側(cè)橫梁有輕微的缺陷活動(dòng),對(duì)該定位區(qū)域進(jìn)行復(fù)查和焊縫探傷,結(jié)果表明存在部分鋼結(jié)構(gòu)聯(lián)接松動(dòng)和焊縫表面裂紋的情況。
2.9 應(yīng)力測(cè)試
應(yīng)力測(cè)試是型式試驗(yàn)中結(jié)構(gòu)試驗(yàn)的主要項(xiàng)目,通過測(cè)試起重機(jī)械結(jié)構(gòu)件的應(yīng)力和變形,來確定結(jié)構(gòu)件是否滿足起重性能和工作要求。
靜態(tài)應(yīng)力測(cè)試在加載后機(jī)構(gòu)應(yīng)制動(dòng)或鎖死,動(dòng)態(tài)應(yīng)力測(cè)試一般在額定載荷下按測(cè)試工況運(yùn)行,各部件的最大應(yīng)力不應(yīng)超過設(shè)計(jì)規(guī)定值。測(cè)試前由結(jié)構(gòu)分 析確定按危險(xiǎn)應(yīng)力區(qū)的類型,即均勻高應(yīng)力區(qū)、應(yīng)力集中區(qū)和彈性撓曲區(qū),并據(jù)此來確定測(cè)試點(diǎn)和應(yīng)變片的位置和種類,制定測(cè)試方案。根據(jù)應(yīng)力狀態(tài)和類型選擇電 阻應(yīng)變片,一般單向應(yīng)力用單向應(yīng)變片,二向應(yīng)力、扭轉(zhuǎn)應(yīng)力和應(yīng)力集中區(qū)等必須用由三個(gè)應(yīng)變片組成的應(yīng)變花,應(yīng)變片標(biāo)距為1 ~30 mm,以盡量小為宜,靈敏度系數(shù)必須明確。各測(cè)點(diǎn)部位需磨光并用丙酮清洗,再粘貼應(yīng)變片,粘貼前后的電阻值相差≤2%,應(yīng)變片與被測(cè)件絕緣電阻要 求>100~200 MΩ。將電阻應(yīng)變儀調(diào)整到零應(yīng)力狀態(tài)后加載,卸載后必須回零,并應(yīng)作多次加載和卸載,使電阻應(yīng)變片達(dá)到穩(wěn)定,因自重?zé)o法消除而得不到零應(yīng)力狀態(tài)時(shí),應(yīng)在測(cè) 試中加進(jìn)計(jì)算的自重應(yīng)力。超載工況時(shí)的應(yīng)力值僅作結(jié)構(gòu)完整性考核用,不作為安全判斷依據(jù);額定載荷時(shí)的結(jié)構(gòu)最大應(yīng)力按危險(xiǎn)應(yīng)力區(qū)的類型作為安全判斷的依據(jù) [7]。
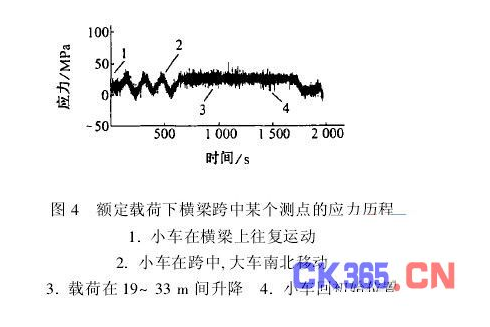
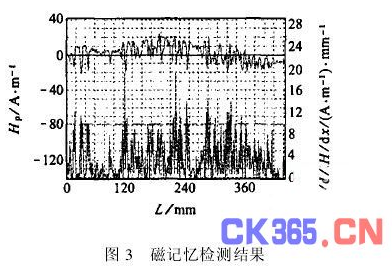
對(duì)某門式起重機(jī)的應(yīng)力測(cè)試結(jié)果如圖4所示。靜態(tài)應(yīng)力測(cè)試分空載、額載200 t、超載250 t三種工況,測(cè)試結(jié)果顯示主梁跨中最大應(yīng)力為34.23 MPa,柔腿下部最大應(yīng)力為-36.12 MPa,柔腿上部與剛腿上下部最大應(yīng)力為16.77 MPa;動(dòng)態(tài)應(yīng)力測(cè)試分空載、額載200 t兩種工況,測(cè)試結(jié)果顯示在整個(gè)檢測(cè)過程中,兩種工況下,各結(jié)構(gòu)件的應(yīng)力波動(dòng)都較小,應(yīng)力幅值<70 MPa,且測(cè)試過程中應(yīng)力過渡平穩(wěn),未出現(xiàn)較大波動(dòng)。
2.10 振動(dòng)測(cè)試
振動(dòng)特性(動(dòng)剛度)是指起重機(jī)的消振能力,通常以主梁自振周期(頻率)或衰減時(shí)間來衡量。自振頻率(特別是基頻)和振型是綜合分析和評(píng)價(jià)結(jié)構(gòu)剛 度的重要指標(biāo)。主梁在載荷起升離地或下降突然制動(dòng)時(shí),會(huì)產(chǎn)生低頻率大振幅的振動(dòng),影響司機(jī)的心理和正常的作業(yè)。對(duì)電動(dòng)橋門式起重機(jī),當(dāng)小車位于跨中時(shí)的滿 載自振頻率要求≥2 Hz。振動(dòng)測(cè)試時(shí),在主梁跨中上(或中下)蓋板處任選一點(diǎn)作為垂直方向振動(dòng)檢測(cè)點(diǎn),小車位于跨中位置,把應(yīng)變片粘在檢測(cè)點(diǎn)上,并將引線接到動(dòng)態(tài)應(yīng)變儀輸入 端,輸出端接示波器,起升額定載荷至2/3的額定起升高度處,穩(wěn)定后全速下降,在接近地面處緊急制動(dòng),從示波器記錄的時(shí)間曲線和振動(dòng)曲線上可測(cè)得頻率,即 為起重機(jī)的動(dòng)剛度(自振頻率)[7]。用此法對(duì)某門式起重機(jī)空載和載荷時(shí)的振動(dòng)測(cè)試結(jié)果表明空載時(shí)自振頻率為3.13 Hz,載荷162 t時(shí)的自振頻率為1.76 Hz。
3 結(jié)束語
起重機(jī)械作為現(xiàn)代工業(yè)不可或缺的特種設(shè)備,在工業(yè)生產(chǎn)中起著重要的作用。因?yàn)槲覈奶厥馇闆r,既有已使用了幾十年的老舊起重機(jī),也有高性能、高 自動(dòng)化的起重機(jī),且數(shù)量龐大。我國政府特種設(shè)備安全監(jiān)察機(jī)構(gòu)本著對(duì)企業(yè)安全生產(chǎn)高度負(fù)責(zé),對(duì)人民生命財(cái)產(chǎn)高度負(fù)責(zé)的精神,以型式試驗(yàn)、行政評(píng)審和定期檢驗(yàn) 等監(jiān)督方式對(duì)起重機(jī)械的設(shè)計(jì)、制造、安裝和檢驗(yàn)進(jìn)行了全面管理。無損檢測(cè)方法的綜合應(yīng)用可以確保各種監(jiān)督檢驗(yàn)手段的學(xué)有效。上面介紹了一些在起重機(jī)械檢驗(yàn) 中常用的常規(guī)無損檢測(cè)方法和新技術(shù),希望能起到拋磚引玉的作用,推動(dòng)業(yè)界同仁將各種先進(jìn)的無損檢測(cè)方法和技術(shù)引入起重機(jī)械檢驗(yàn)領(lǐng)域,保障起重機(jī)械的安全生 產(chǎn),為國民經(jīng)濟(jì)的高速發(fā)展作出貢獻(xiàn)
單位名稱:山東省特種設(shè)備協(xié)會(huì)賬 號(hào):1602023919200059151開 戶 行:濟(jì)南工商銀行趵突泉支行稅 號(hào):51370000MJD6177755
聯(lián)系地址:濟(jì)南市華能路89號(hào)山東質(zhì)監(jiān)綜合服務(wù)大廈2樓205室郵政編碼:250100 傳 真:0531-55692988綜 合 部:0531-55692989 培 訓(xùn) 部:0531-88023952 0531-88023939 評(píng) 審 部:0531-88023938 學(xué)術(shù)交流部:0531-88023907



 QQ
QQ 微博
微博 微信
微信